![]()
![]()
![]()
![]()
Das Prüffeld am Lehrstuhl IFA besteht aus insgesamt 19 Prüfständen zur Grundlagenforschung von Getriebekomponenten sowie Systemprüfständen für Antriebssysteme.
Stirnradprüfstände:
Winkelgetriebeprüfstände
Der Lehrstuhl IFA verfügt über 8 Zahnradverspannungsprüfstände basierend auf dem Prinzip nach DIN EN ISO 14635. Gängige Forschungsschwerpunkte sind Tragfähigkeitsuntersuchungen an Zahnradgetrieben hinsichtlich der Grübchen-, Grauflecken- oder Fresstragfähigkeit von Schmier- bzw. Werkstoffen.
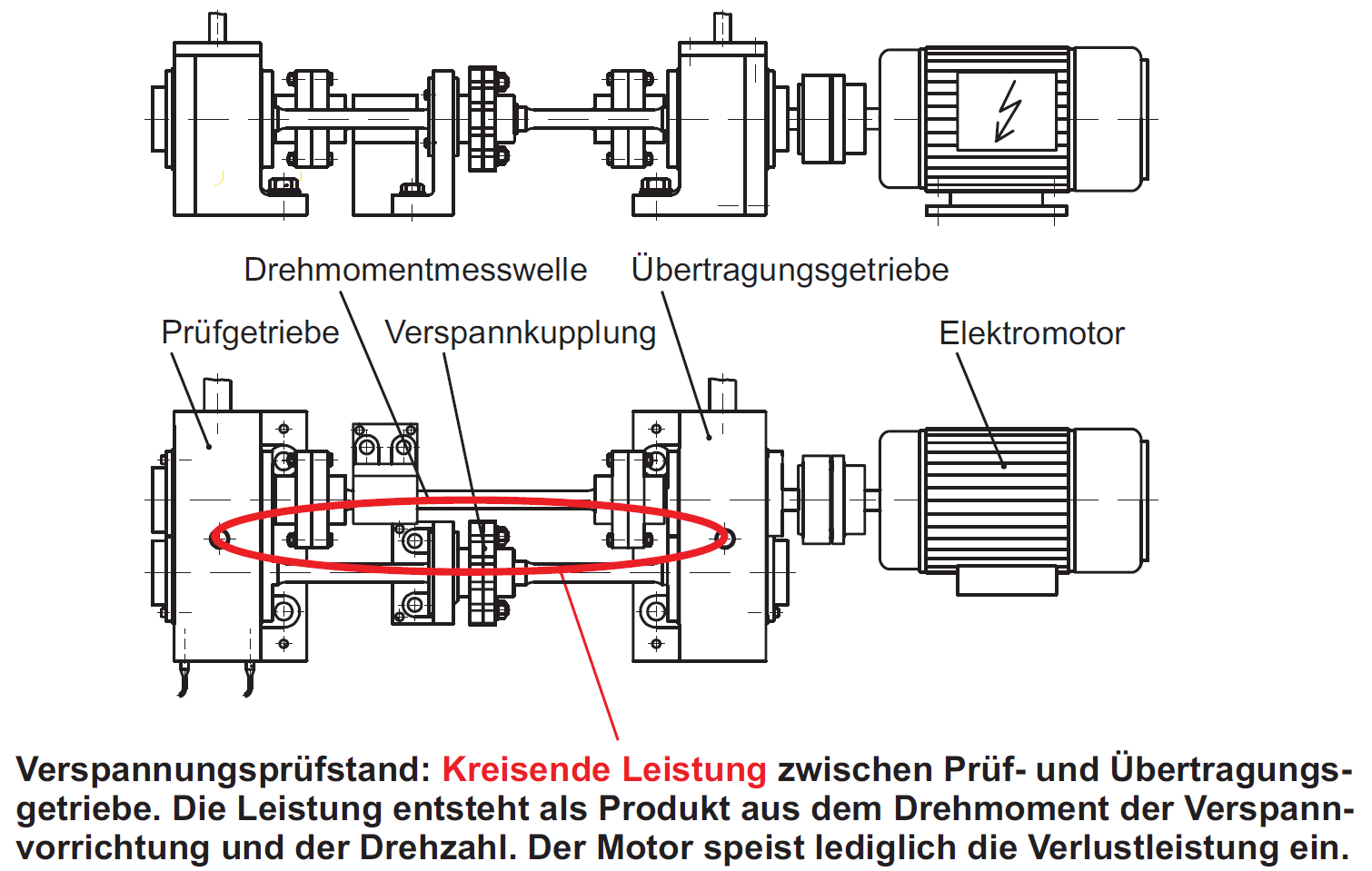
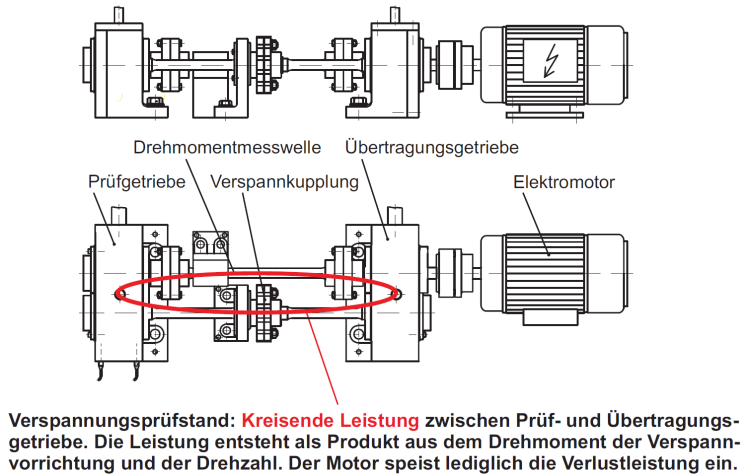
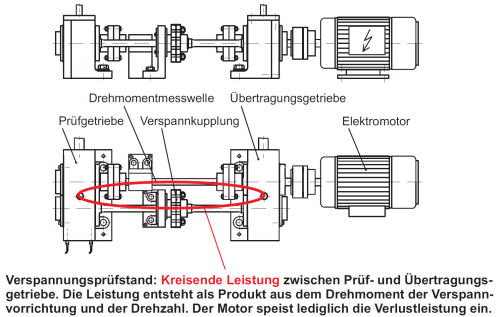
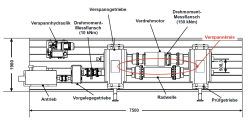
Der Hochdrehzahlprüfstand basiert auf dem Konzept der FZG-Zahnradverspannungsprüfmaschine und ist speziell für hohe Umfangsgeschwindigkeiten bis 100 m/s ausgelegt. Mithilfe dieses Prüfstandes können Tragfähigkeitsuntersuchungen schnelllaufender, evolventischer Zahnrädern hinsichtlich der gängigen tribologischen Schadensmechanismen Fressen, Grübchenbildung und weitere Verschleißerscheinungen erforscht werden. Mit den Leistungsdaten dieses Prüfstandes können Lastsituationen nachgebildet werden, wie sie bspw. in Turbogetrieben oder Aerospace Anwendungen auftreten.
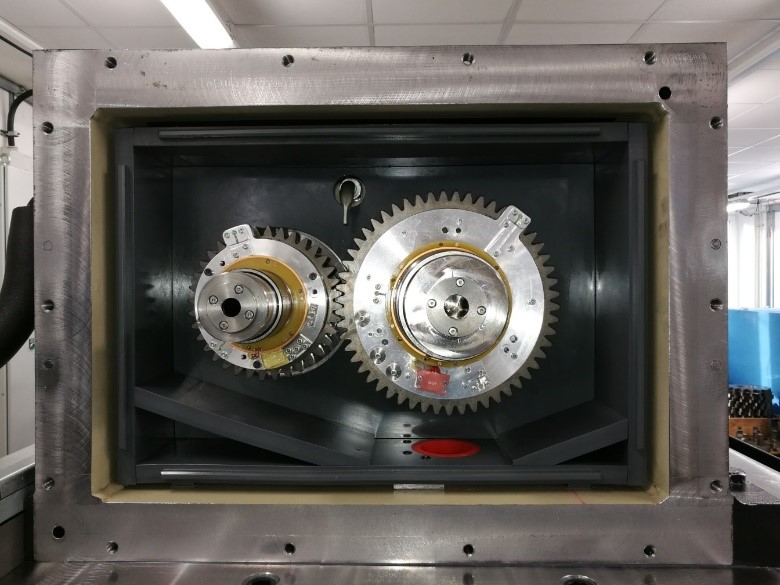
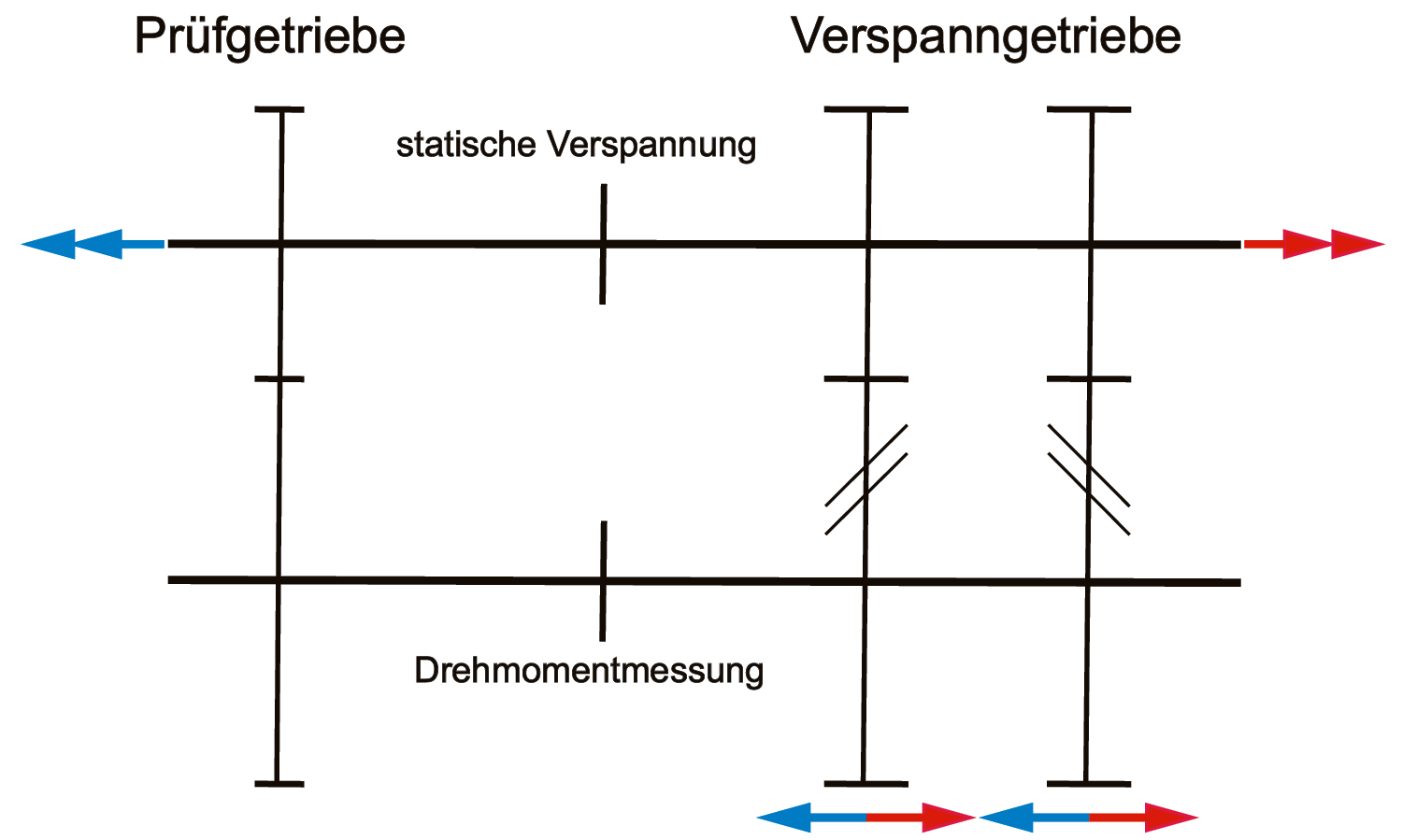
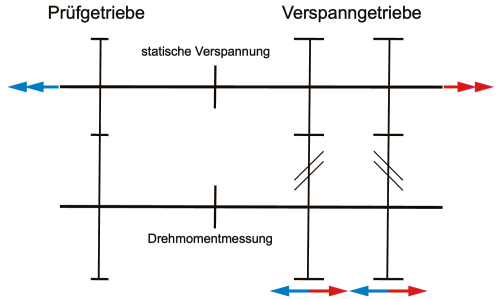
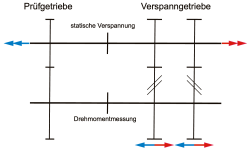
Der Prüfstand arbeitet nach demselben Prinzip wie die FZG-Zahnradverspannungsprüfmaschine. Zwischen einem Prüf- und einem Verspanngetriebe kreist eine mechanische Leistung, sodass der Antriebsmotor lediglich die Verlustleistung zuführen muss. Das Verspannkonzept des Hochgeschwindigkeitsprüfstands basiert auf einer Doppelschrägverzahnung mit axial beweglichen Rädern im Verspanngetriebe. Während des Betriebs können die Verspanngetrieberäder hydraulisch in axialer Richtung verschoben werden, wodurch eine Torsion des Wellensystems resultiert. Die Radwellen von Prüf- und Verspanngetriebe sind über einen Drehmomentmessflansch miteinander verbunden. Mit diesem Flansch können Drehmoment und Drehzahl in dem Verspannkreis gemessen werden.
Für Wirkungsgraduntersuchungen sind im Prüfgetriebe eine thermische Isolierung der Versuchsverzahnung und eine Temperaturmessung des rücklaufenden Schmierstoffs realisiert. Aus der Temperaturdifferenz zwischen Ölzuführung und Ölabführung sowie dem Ölvolumenstrom kann die Verzahnungsverlustleistung bestimmt werden. Des Weiteren sind telemetrische Messungen der Zahnmassen- und Radkörpertemperaturen der Prüfzahnrädern möglich.
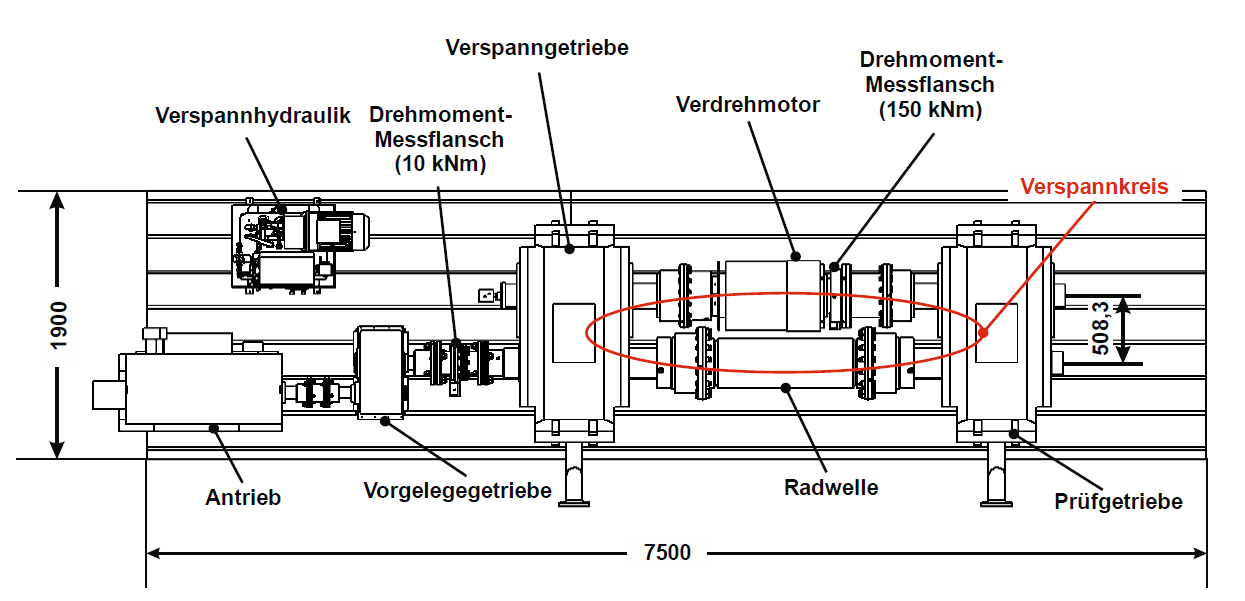
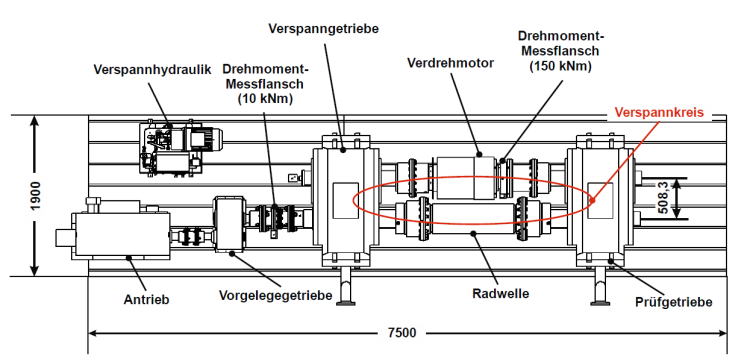
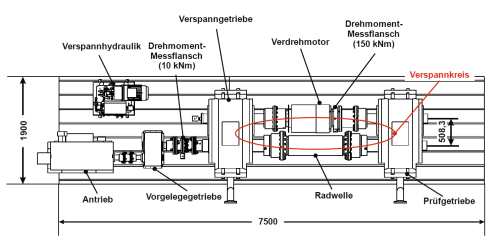
Der Lehrstuhl IFA verfügt über zwei Verspannungsprüfstände für Großgetriebe. Mithilfe dieser Prüfstande können Tragfähigkeitsuntersuchungen an großmoduligen, evolventischen Zahnrädern hinsichtlich der gängigen tribologischen Schadensmechanismen Fressen, Grübchenbildung und weitere Verschleißerscheinungen erforscht werden. Die Großgetriebeprüfstände sind Verspannungsprüfstände mit einem geschlossenen Leistungsfluss, welche hauptsächlich aus zwei einstufigen Stirnradgetrieben bestehen. Dabei sind die Antriebs- und Abtriebswellen beider Getriebe mechanisch miteinander verbunden. Im Gegensatz zu den Standard-Verspannungsprüfständen wird das Antriebsdrehmoment über einen hydraulischen Verdrehmotor auf die Ritzelwelle aufgebracht. Die Ölversorgung, des nach dem Drehflügelprinzip arbeitenden Verspannmotors, erfolgt über eine Drehdurchführung. Die Höhe des Drehmoments im Verspannungskreis wird durch einen Drehmoment-Messflansch ermittelt. Die Verlustleistungen werden durch einen Elektromotor eingespeist. Der Antriebsmotor ist mit dem Vorgelegegetriebe verbunden und die Radwelle des Verspanngetriebes wird über das Vorgelegegetriebe angetrieben. Zur Ermittlung der Gesamtverlustleistung im Verspannkreis ist ein Drehmomentmessflansch zwischen Vorgelegegetriebe und Verspanngetriebe eingebaut. Das Prüfgetriebe ist so konzipiert, dass sowohl Gerad- als auch Schrägverzahnungen geprüft werden können. Der Achsabstand des Großgetriebeprüfstands beträgt a=508,3 mm. Der Achsabstand kann durch jeweils zwei Exzenterbuchsen auf den Ritzelwellen vom Prüf- und Verspanngetriebe auf a = 447,3 mm reduziert werden. Über Heizelemente wird das Öl des Prüfgetriebes auf die gewünschte Betriebstemperatur aufgeheizt. Mit den Leistungsdaten des Großgetriebeprüfstandes können Lastzustände nachgebildet werden, wie sie z.B. in Windkraftanlagen oder Industriegetrieben auftreten.
Ermittlung einer Wöhlerlinie im Hinblick auf die Zahnfußtragfähigkeit mit einer elektromagnetischen Resonanzprüfmaschine (Pulsator)
Um die Zahnfußfestigkeit experimentell zu ermitteln, bieten wir Tests an einer elektromagnetischen Resonanzprüfmaschine, einschließlich zusätzlicher Messungen für eine akkurate Auswertung, an. Die Messung umfasst Folgendes:
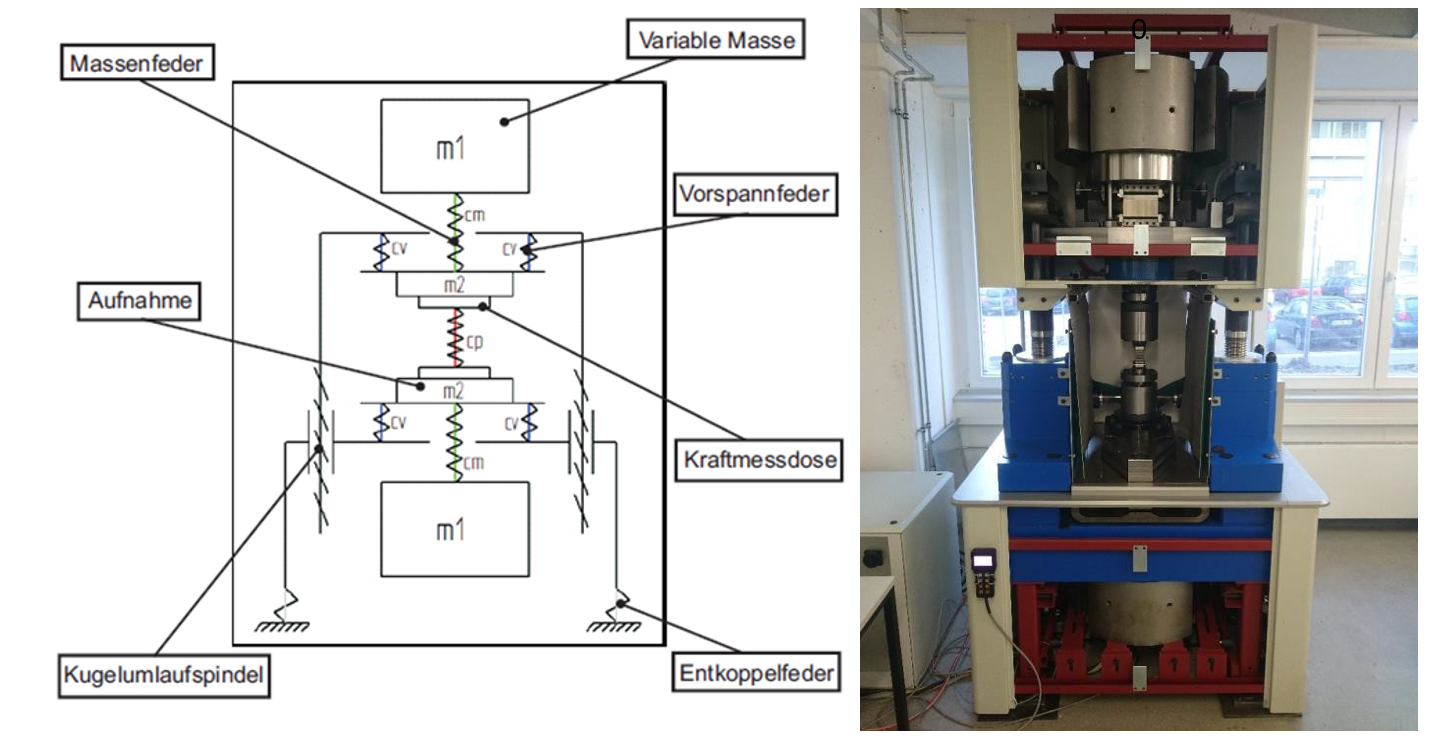
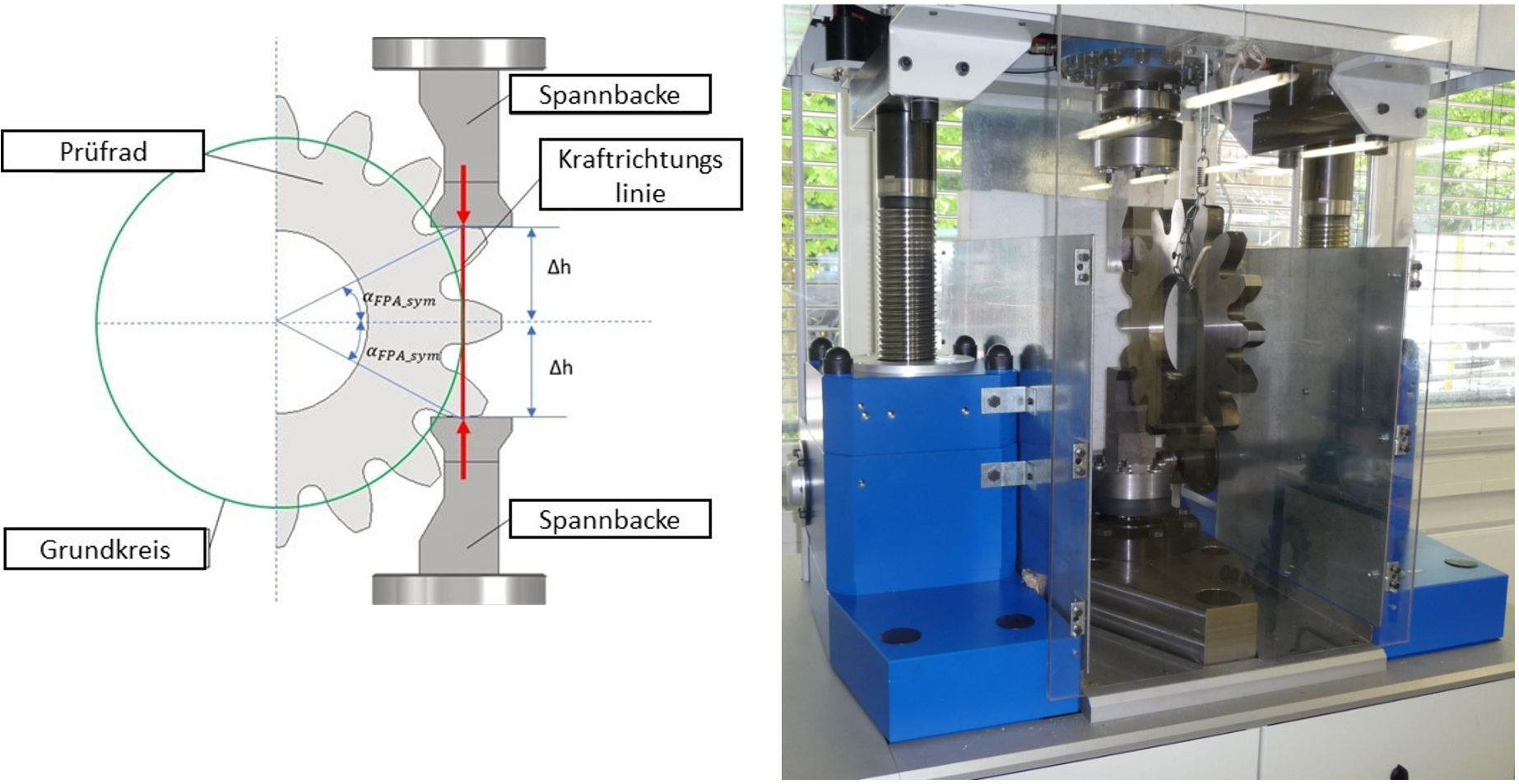
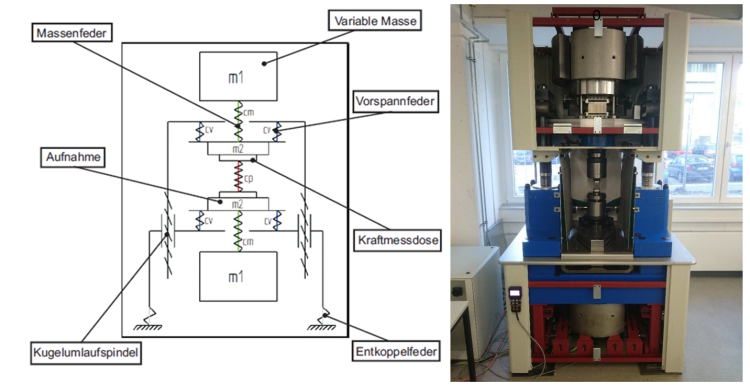
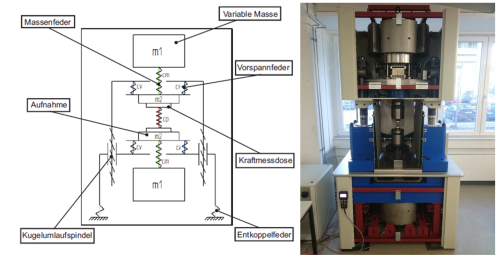
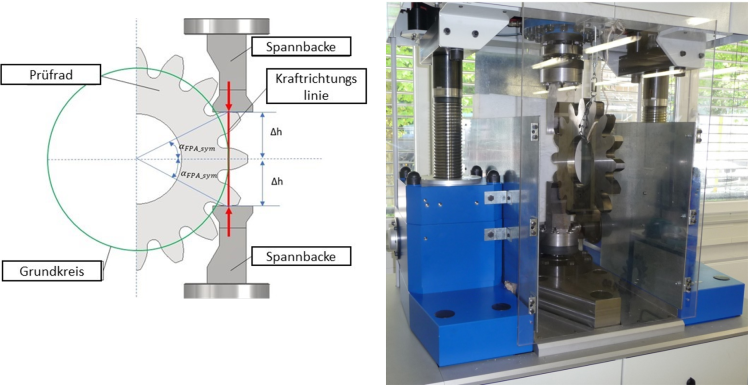
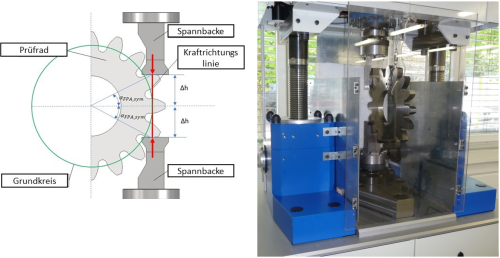
Nachfolgend sind der Pulsator (Abb.1) und ein schematisches Testzahnrad (Abb.2) abgebildet, das zwischen einem unteren und einem oberen Spannstempel eingespannt ist.
Die Prüfzähne werden zwischen zwei planparallelen Spannbacken symmetrisch oder asymmetrisch eingespannt. Durch die Verwendung einer Montagevorrichtung wird die präzise Klemmung und die Reproduzierbarkeit der Tests gewährleistet. Um ein gleichmäßiges Tragen über der Zahnbreite zu ermöglichen, wird die Parallelität der Spannbacken kontrolliert und die Spannbacke entsprechend ausgerichtet.
Die Prüffrequenz der verwendeten Resonanzprüfmaschine liegt zwischen 50 Hz und 160 Hz und wird automatisch auf die Eigenfrequenz der ersten symmetrischen Eigenform des Ersatzsystems nach Abb. 1 (links) eingestellt. Diese ist abhängig von der Federsteifigkeit des Prüflings und der schwingenden Massen. Die in ihrem Gewicht verstellbaren Massen sind jeweils im Ober- und Unterteil der Maschine gelagert und können durch eine magnetische Erregung dynamische Lasten zwischen - 250 kN und + 250 kN erzeugen. Dabei schwingen sie in dem symmetrisch aufgebauten Feder-Masse-System gegenläufig und lassen sich durch jeweils vier Einzelmassen flexibel an geforderte Belastungen anpassen. In der Prüfmaschine überlagern sich dynamische und statische Kräfte. Im Unterteil der Maschine befindet sich die statische Stelleinrichtung, welche aus einem Getriebesystem mit integrierten Kugelumlaufspindeln besteht. Für den dynamischen Antrieb sorgen zwei Erregermagnete, welche sich im Ober- und Unterteil der Maschine befinden. Die Kraftmessung erfolgt mit Hilfe einer Kraftmessdose mit einer Nennkraft von 500 kN oder 100kN.
Technische Daten:
Bei Hochleistungs-Schneckengetrieben hat der Schmierstoff einen wesentlichen Einfluss auf die übertragbare Leistung. Der Konstrukteur sollte diesen möglichst gut kennen, um ihn optimal wählen zu können. Der Schmierstoff eines Schneckengetriebes beeinflusst den Wirkungsgrad, den Betriebsverschleiß, die Entstehung von Grübchen und damit die jeweiligen Grenzleistungen.
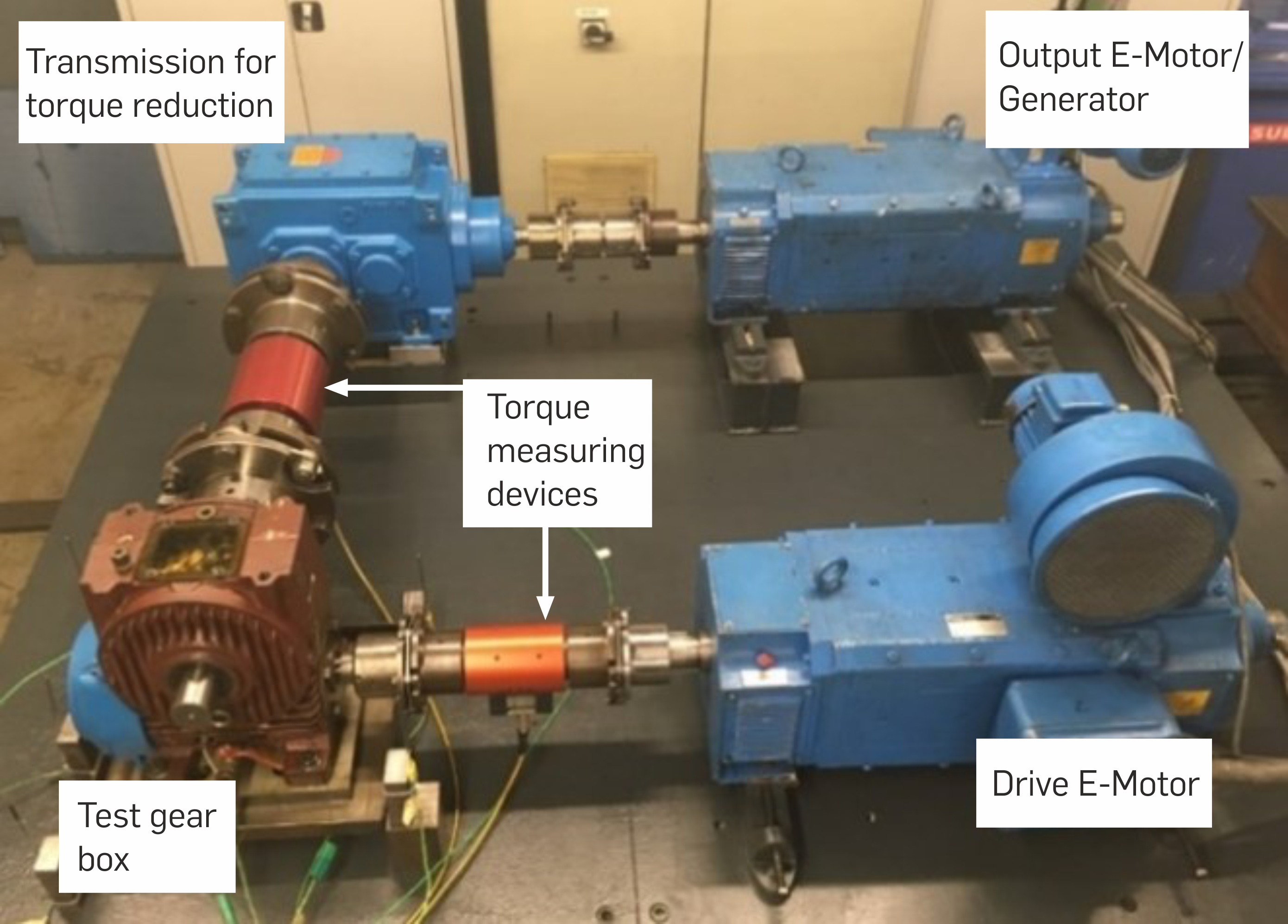
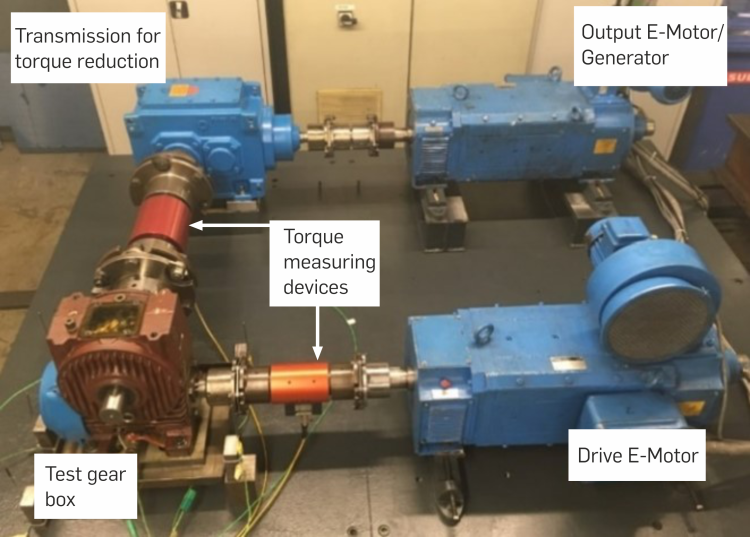
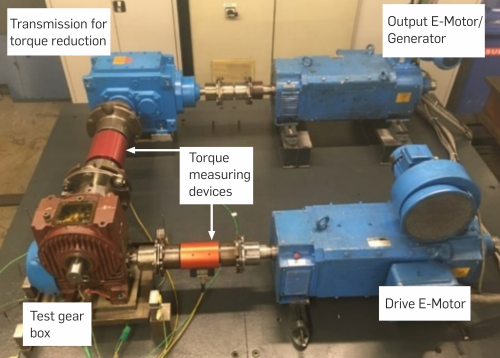
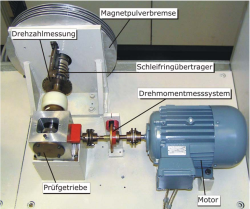
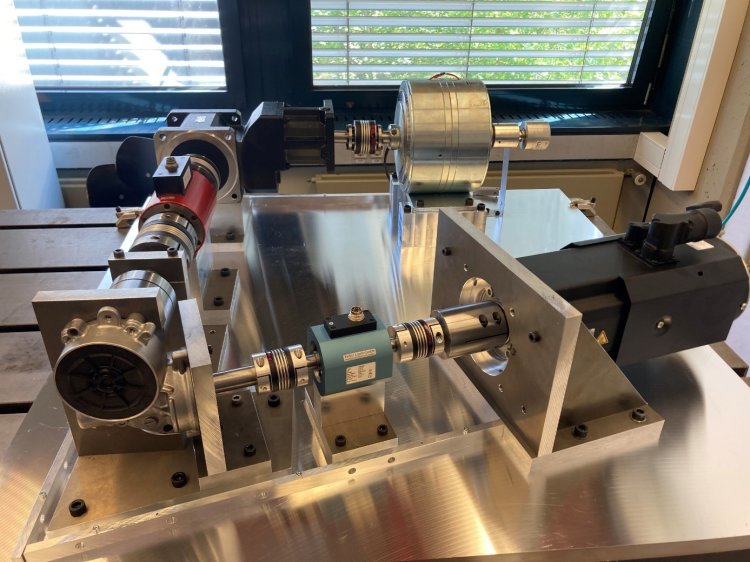
Die Bewertung von Schmierstoffen erfolgt auf Prüfständen mit Zylinderschneckengetrieben. Dabei kann ein neuer oder modifizierter Schmierstoff in einem Referenz-Schneckengetriebe unter praxisrelevanten Bedingungen getestet werden. Für den Test wird ein in der Industrie anerkannter Radsatz aus Schnecke und Schneckenrad der Cavex GmbH & Co. KG verwendet.
Der Antriebsmotor wird drehzahlgesteuert, der Abtriebsmotor fungiert als Bremse und wird drehmomentgesteuert. Drehmomentmesswellen messen Drehzahlen und -momente und können Aufschluss über das Betriebsverhalten geben. Thermoelemente messen die Temperaturen am Gehäuse, im Ölsumpf und in der Prüfumgebung.
Der Ablauf entspricht dem Standardtest des G722 Berichts entsprechend der Spezifikation nach Flender.
Im Rahmen zahlreicher Forschungsuntersuchungen im Bereich der Schraubradgetriebe am Lehrstuhl IFA wurden Schraubradprüfstände aufgebaut, die stets für aktuelle Untersuchen umgebaut und eingesetzt werden.
Dabei wird häufig die Werkstoffpaarung Stahlschnecke und Kunststoffrad eingesetzt. Kunststoff als Radwerkstoff besitzt vor allem im kleineren Leistungsbereich viele Vorteile. Das Herstellungsverfahren gestaltet sich simple. Mithilfe additiver Fertigungsverfahren sind auch kleine Stückzahlen preiswert herzustellen. Ebenfalls die guten Notlaufeigenschaften, sowie das vibrationsdämpfende und geräuscharme Laufverhalten liefern Gründe zur Verwendung von Kunststoffzahnrädern. Auf Grund der starken Temperaturabhängigkeit des Kunststoffes wird an unseren Prüfständen neben der Gehäusetemperatur auch die Temperatur im Gehäuseinneren nahe des Verzahnungseingriffes ermittelt.
In vergangenen Forschungsvorhaben wurde neben der Stahl/Kunststoff Paarung eine Verzahnung aus Stahl und Sintermetall untersucht.
Lebensdaueruntersuchungen bei konstantem Betrieb
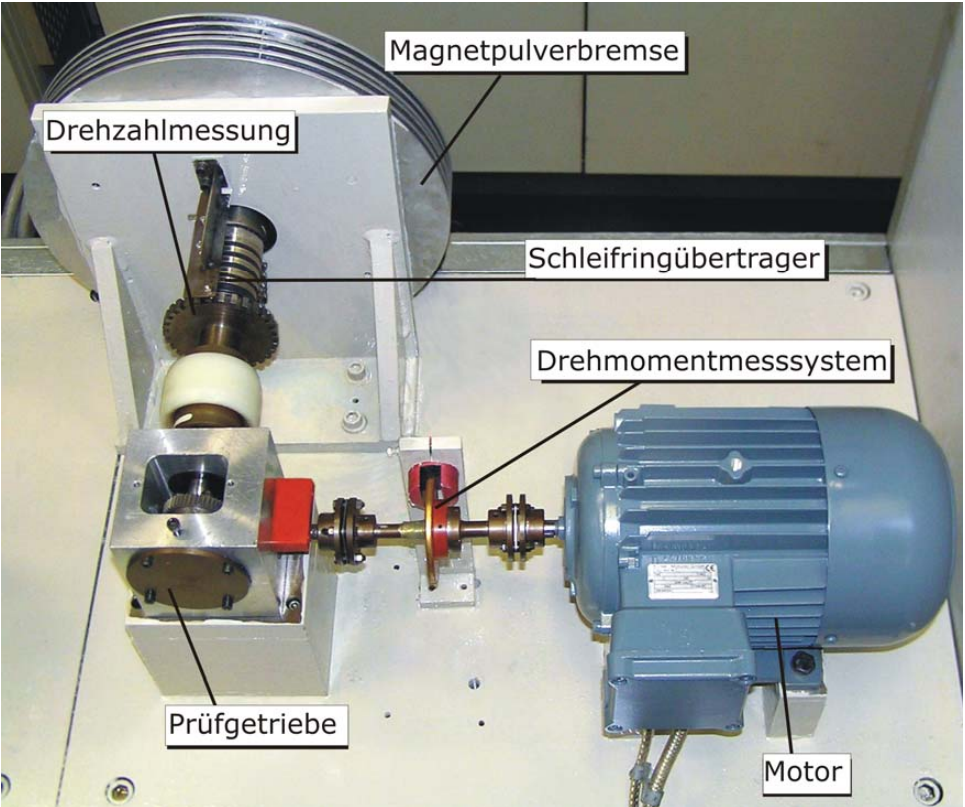
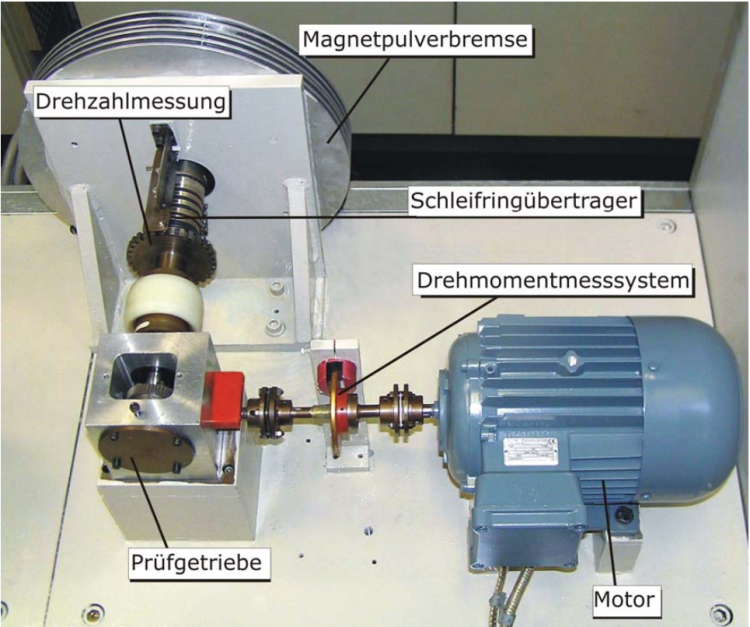
Am Lehrstuhl IFA existieren mehrere Schraubradprüfstände, bei denen die Lebensdauer des jeweiligen Getriebes unter konstanten Betriebsbedingungen getestet wird. Das Funktionsprinzip ist dabei stets das Gleiche.
Ein Schraubradgetriebe wird an der Schneckenwelle von einem Asynchronmotor angetrieben. Unter dem Achskreuzungswinkel von 90° wird an der Welle des Schraubrades eine Bremse zur Lasteinstellung angeschlossen. Im Prüfaufbau werden die Drehzahlen und Momente am An- und Abtrieb gemessen.
Über die Einstellung der Antriebsdrehzahl und des Lastmomentes kann die Lebensdauer für verschiedene konstante Lasthorizonte bestimmt werden.
Lebensdaueruntersuchungen bei dynamischem Betrieb
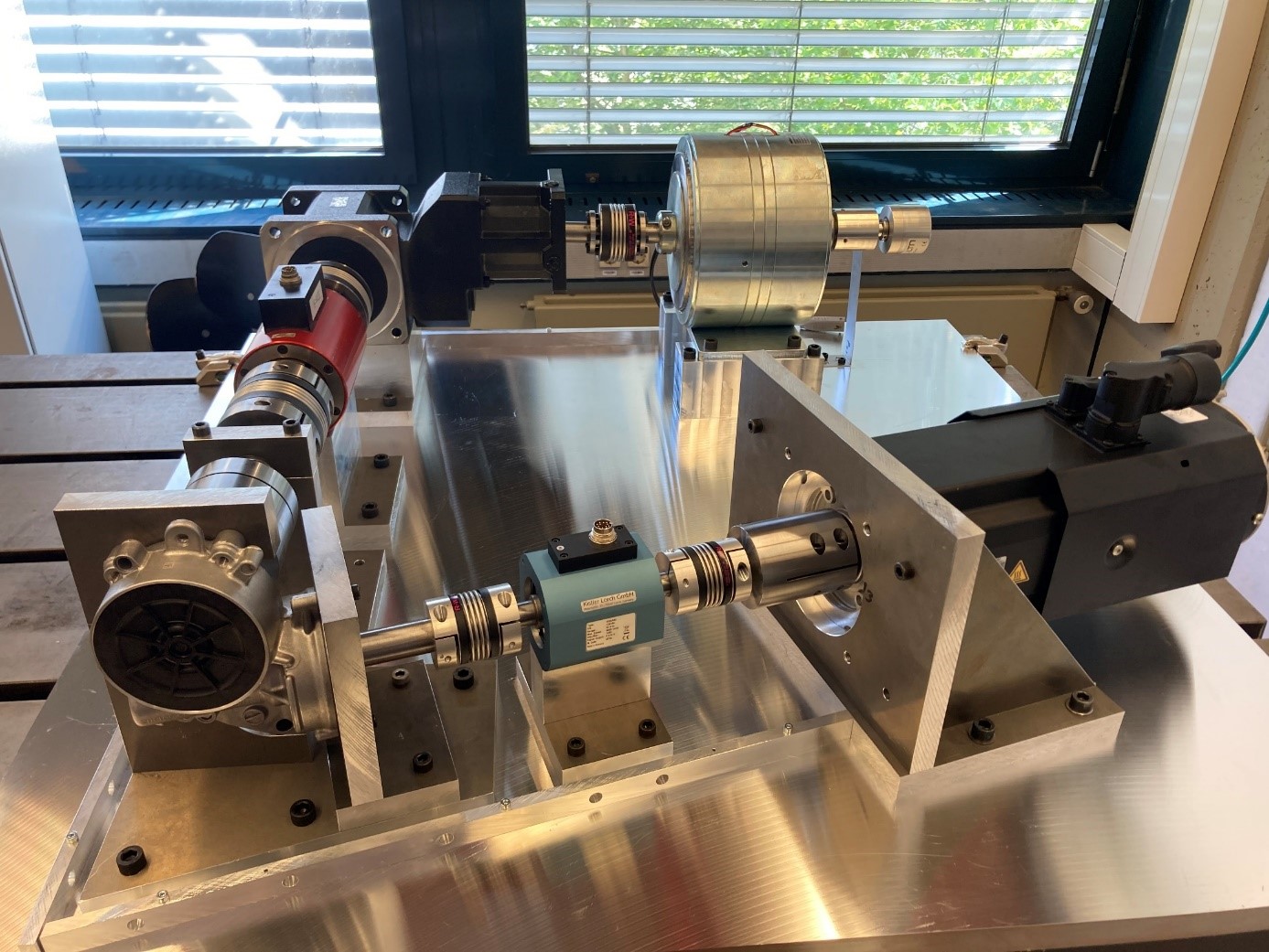
Neben Lebensdaueruntersuchungen unter konstanten Betriebsbedingungen sind auch Untersuchungen bei dynamischer Belastung von großem Interesse, da Schraubradgetriebe mit einer Stahl-/Kunststoffpaarung häufig in Anwendungen mit reversierendem Betrieb eingesetzt werden. Der hier dargestellte Prüfstand dient der Lebensdaueruntersuchung eines Lenkgetriebes mit einem Achskreuzungswinkel von 75°.
Das Lenkgetriebe wird eingesetzt, um den aufzubringenden Kraftaufwand für Fahrzeuglenkungen zu verringern. Dazu sind größere Leistungen erforderlich als in den zuvor dargestellten Stellantrieben. Ein leistungsstärkerer Antriebsmotor und eine Getriebestufe zwischen dem Prüfgetriebe und der Bremse ermöglichen es höhere Lastmomente im Zahneingriff zu realisieren. Das berührungsfreie Prinzip der Wirbelstrombremse und ihre automatische Wirkrichtung entgegen der Bewegungsrichtung der Getriebe eignen sich ideal für den Reversierbetrieb.
Ein Versuchszyklus ist so ausgelegt, dass sich rechnerisch ein voller Lenkeinschlag abbildet. Das bedeutet, der Antriebsmotor liefert Umdrehungen in beide Drehrichtungen in Form einer Sinuskurve in einem vorgegebenem Zeitintervall. Die Maximaldrehzahl ist dabei abhängig von der maximalen Drehzahl des Motors in der Praxisanwendung.
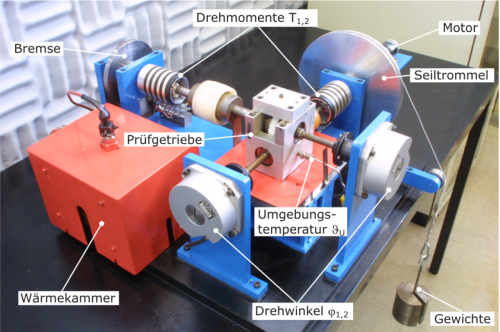
Statischer Verspannungsprüfstand zur Zahnverformungsmessung
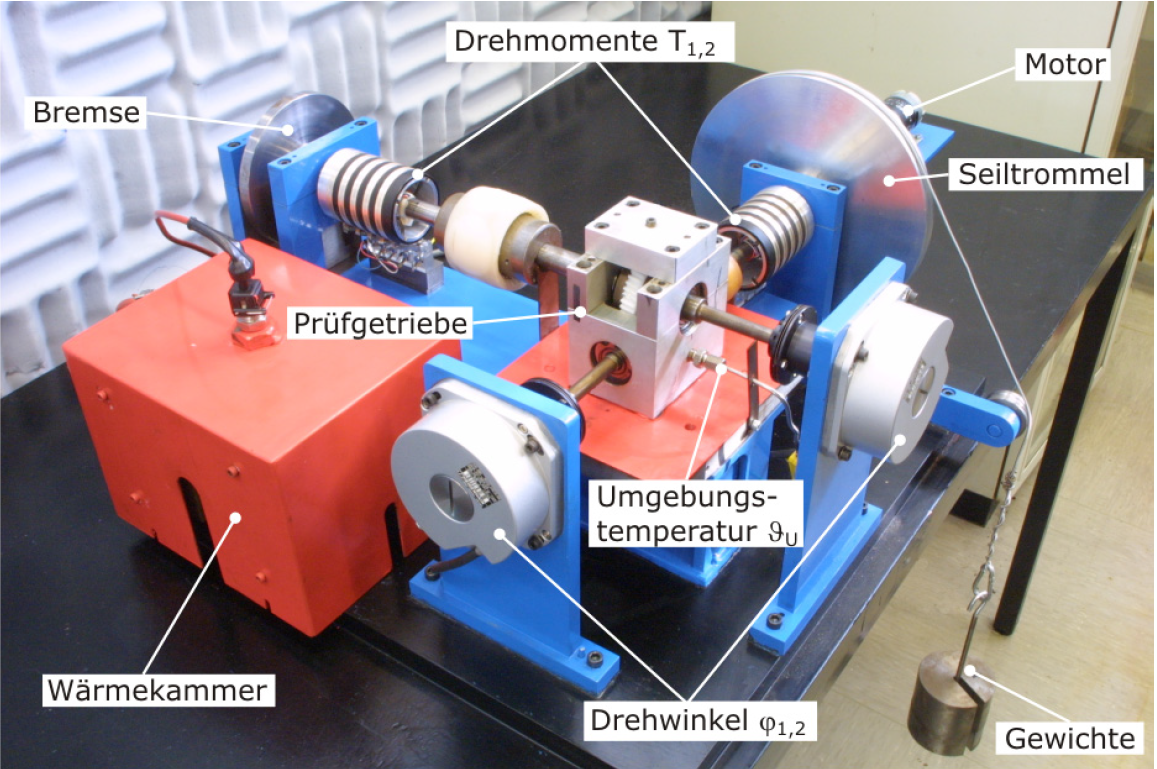
Mit diesem Prüfstand lassen sich sowohl die Zahnverformung in Kurzzeituntersuchungen als auch die viskoelastischen Materialeigenschaften von Kunststoffschraubrädern in Zeitstandversuchen untersuchen. Das Messprinzip beruht auf zwei Winkelmessgeräten, die die Relativverdrehung zwischen der An- und Abtriebswelle unter Berücksichtigung von Setzeffekten, dem Lager- und Verzahnungsspiel sowie die relevanten Elastizitäten des Prüfstands erfassen. Weiterhin ermöglicht ein zusätzlicher Motor, den eingebauten Radsatz direkt im Prüfstand einer Einflanken-Wälzprüfung zu unterziehen. An der Antriebsseite des Prüfstands wird über eine Seiltrommel mit angehängtem Gewichten das Antriebsmoment eingestellt. Die Abtriebsseite des Prüfstands wird zuvor über eine Scheibenbremse in einer beliebigen Drehstellung festgesetzt, so dass aus der Getriebeübersetzung und dem statischen Wirkungsgrad das Abtriebsmoment folgt. Außerdem kann die Temperatur in unmittelbarer Umgebung des Verzahnungseingriffs mit der Wärmekammer, die das Getriebe vollständig umgibt, eingestellt werden, sodass der Temperatureinfluss auf die Verzahnungssteifigkeit untersucht werden kann.
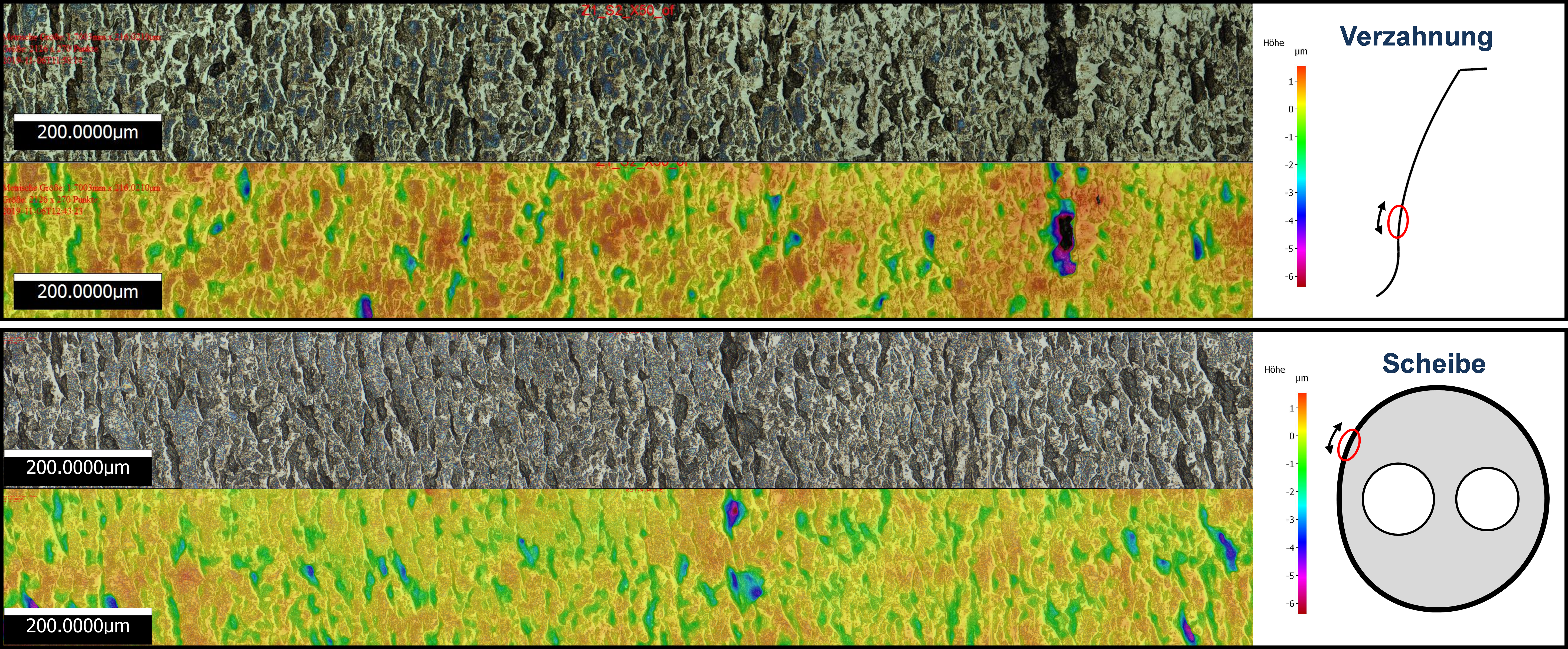
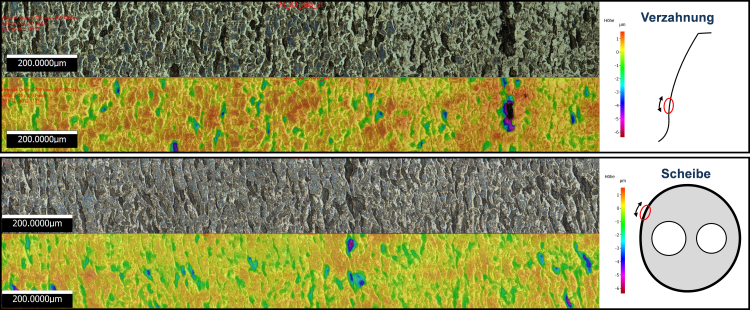
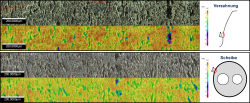
2x2-Scheiben Tribometer mit unrunden scheibenförmigen Prüfkörpern und gleichen örtlichen Belastungen und Geschwindigkeiten wie in großmoduligen Zahnrädern für in-situ Messungen der elementaren Verschleißvorgänge wie Glättungen, Materialabtrag, Grauflecken, Grübchen, Fressen, Gefügeveränderungen und den chemischen Fluid-Metall-Atmosphäre-Reaktionen zur Bildung von Triboschichten.
In dem Tribometer rotieren zwei unrunde Prüfscheiben mit konstanten Drehzahlen auf zwei exakt gegenläufig gekoppelten Wellen mit konstantem Achsabstand. Mit verschiedenen Scheibengeometrien, die sich aus dem Verzahnungsgesetz ergeben, können alle hochdynamischen Eingriffsverhältnisse von Zahnkontakten abgebildet werden. Der Aufbau des Tribometers erlaubt schnelle Wechsel der kleinen Prüfkörper sowie direkten freien Zugang vielfältiger Messtechnik zu den tribologisch belasteten Oberflächen.
Mit dem Wälzlagerprüfstand für mechanisch und elektrisch beanspruchte Wälzlager können Versuche an Wälzlagern der Größenordnung 6216 bis 6220 durchgeführt werden. Die zu untersuchenden Prüflager werden radialen Prüfkräften und Strombelastungen ausgesetzt. An elektrisch isolierten Lagern können Hochspannungspotentiale zwischen dem Gehäuse und der Welle aufgebracht werden. Das Konzept der fliegenden Lagerung des Prüflagers ermöglicht eine autarke Prüfung ohne Einflüsse der Stützlagerung. Die Prüfung von Lastkollektiven aus Schmierstofftemperatur, Drehzahl, Radiallast und elektrischer Belastung ist möglich.
Der Prüfstand ist im Rahmen eines ZIM-Kooperationsprojekts erstmalig in Betrieb genommen worden, bei dem die Verschleißtragfähigkeit elektrisch isolierender Keramikbeschichtungen untersucht wurden.
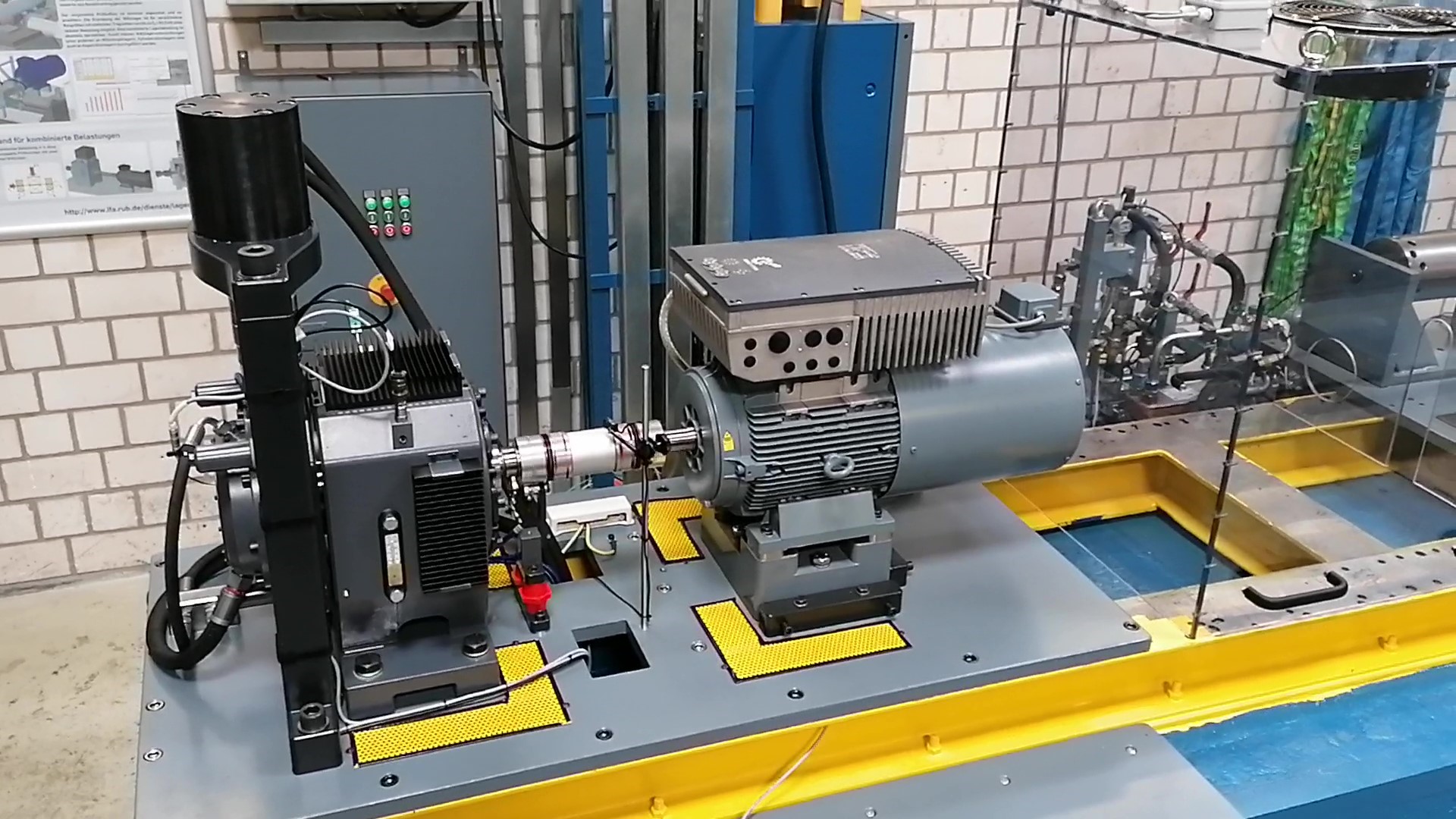
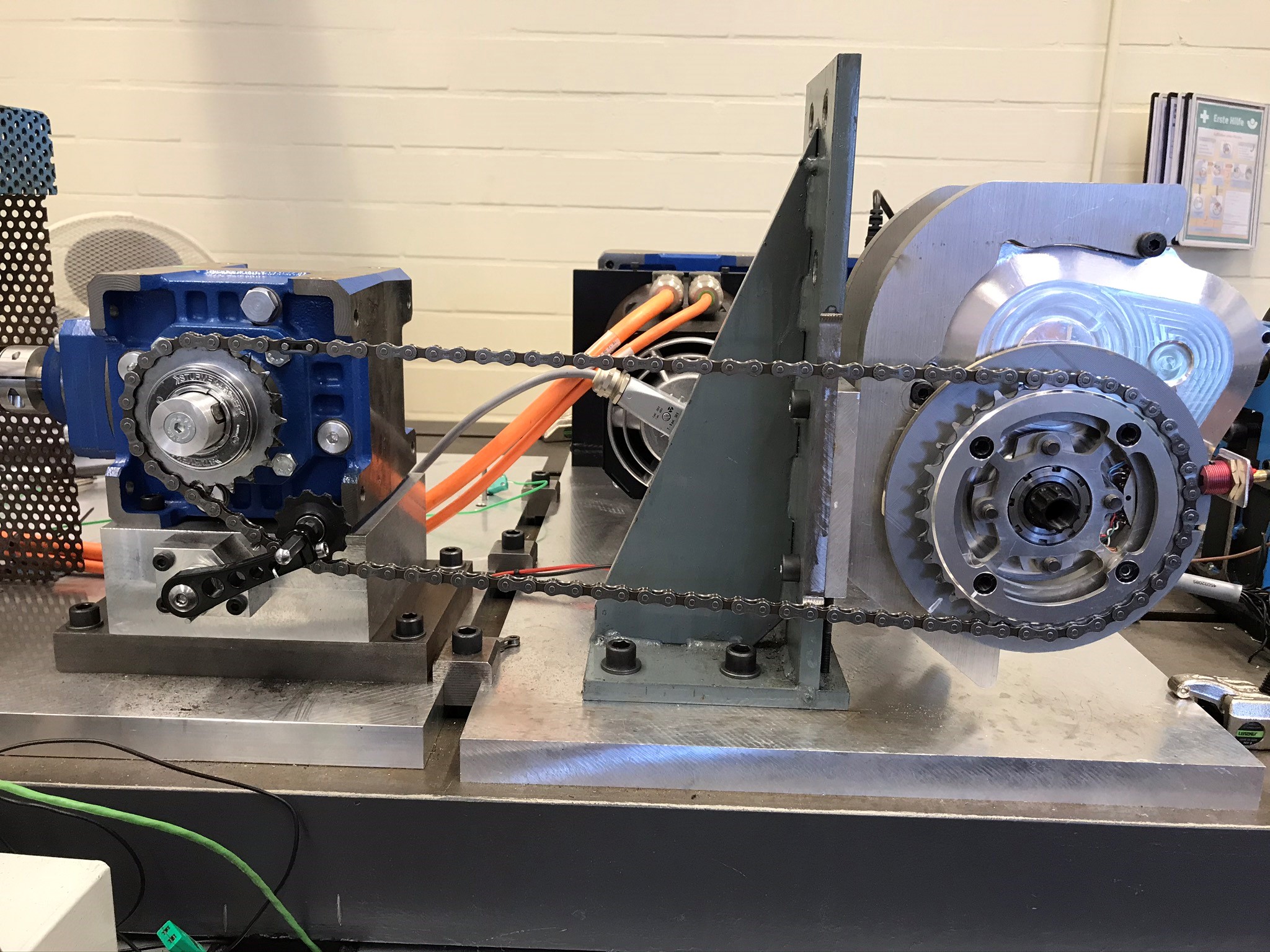
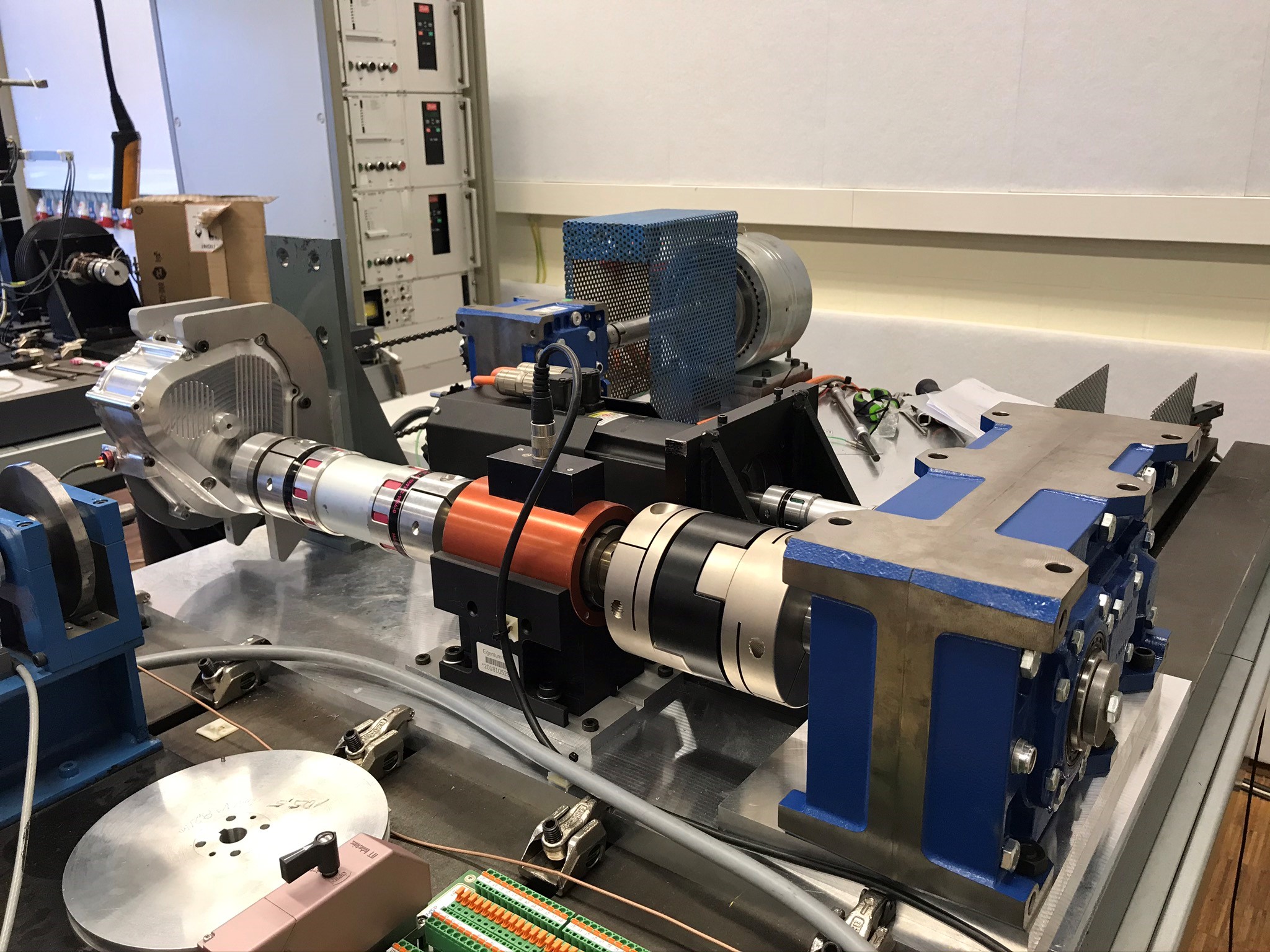
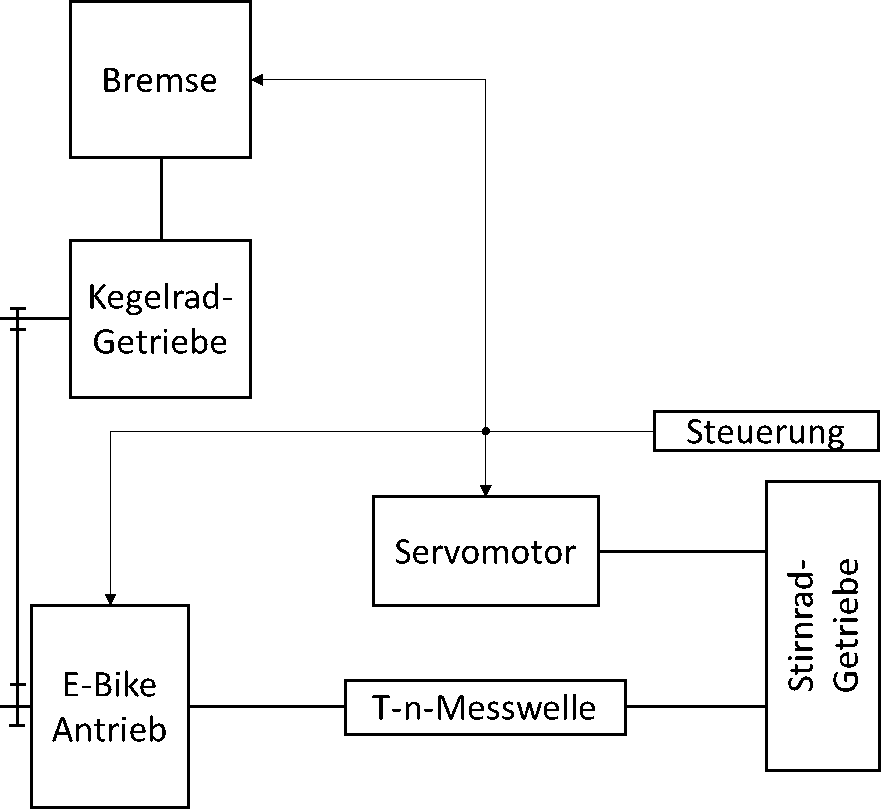
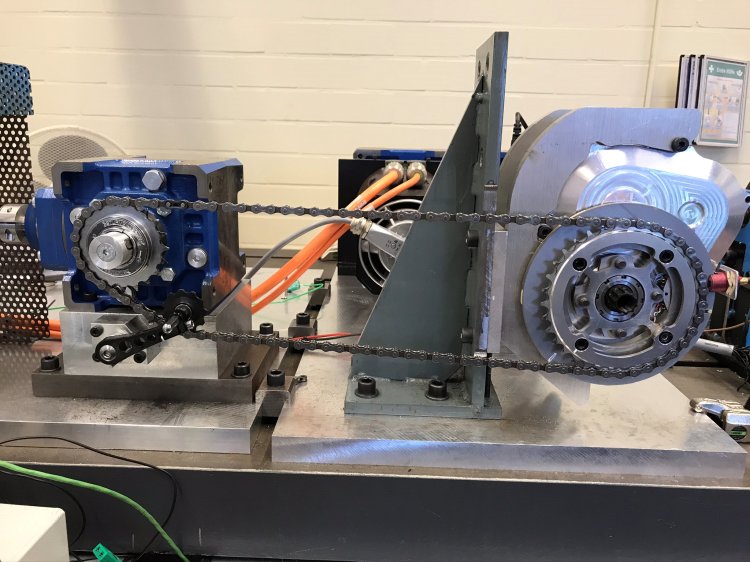
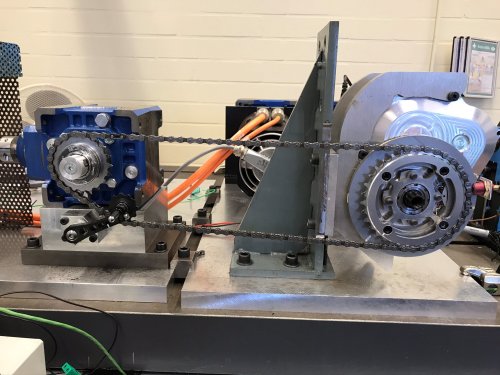
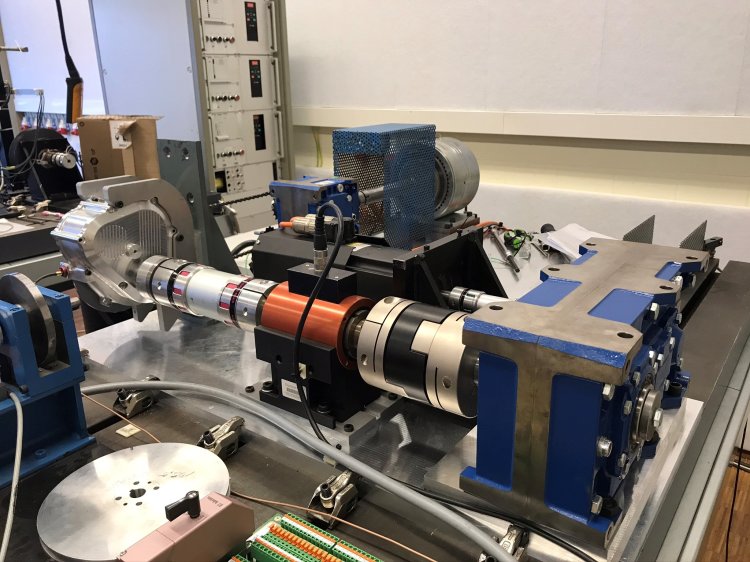
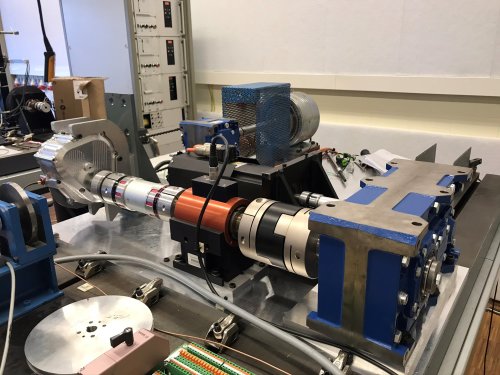
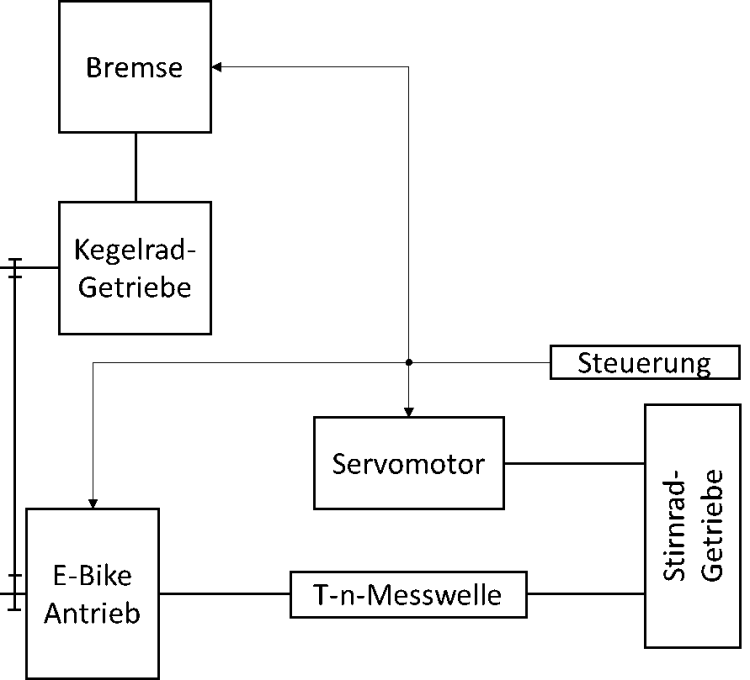
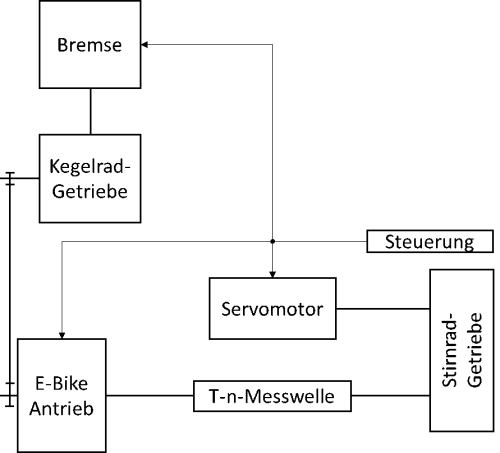
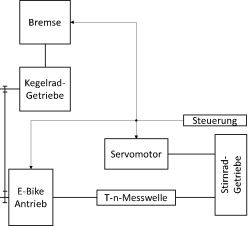
Der E-Bike Prüfstand dient der Erprobung von modernen E-Bike Mittelmotor-Antriebssystemen. Das Antriebssystem wird hierfür in eine entsprechende Haltevorrichtung verbaut und mit den übrigen Komponenten des Prüfstands gekoppelt. Ein Servomotor ist über ein zwischengeschaltetes Stirnradgetriebe und eine Drehmoment- und Drehzahlmesswelle direkt mit der Tretkurbelwelle des Antriebssystems verbunden. Mithilfe der Messwelle können sowohl die Drehzahl als auch das Drehmoment des „Fahrers“ ermittelt werden. Das Abtriebsrad des E-Bike Antriebs treibt wiederum über einen Kettentrieb ein Ritzel an, das zusätzlich (wie auch im Fahrrad) über einen Freilauf mit der Ritzelwelle verbunden ist. Die Ritzelwelle ist weiterhin über ein Kegelradgetriebe mit einer Wirbelstrombremse verbunden. Über das aufprägen eines Lastmomentes am Abtrieb kann die Abtriebsdrehzahl des Systems und somit die „Geschwindigkeit“ des E-Bikes geregelt werden.
Durch eine intelligente Ansteuerung des Servomotors und der Wirbelstrombremse können somit vollständige Fahrzyklen am Prüfstand abgebildet und relevante Messgrößen aufgezeichnet werden. Neben Eingangsdrehzahl und -drehmoment lassen sich über Thermoelemente auch Temperaturen und über Beschleunigungssensoren Körperschallmessungen am Antriebs-Prüfling aufzeichnen und auswerten. Darüber hinaus befindet sich eine DMS-basierte Drehmomentmesstechnik für das Kettenblatt in der Entwicklung. Mithilfe dieser kann das Abtriebsmoment am Ausgang des E-Bike-Antriebssystems ermittelt werden, um beispielsweise Wirkungsgradmessungen durchzuführen.
Über eine entsprechende Schnittstelle lässt sich zudem auch die Betriebssoftware des E-Bike-Antriebssystems ansprechen, um beispielsweise neue Softwarefeatures zu untersuchen und antriebsinterne Mess- und Berechnungsgrößen aufzeichnen zu können.
Ruhr-Universität Bochum
Lehrstuhl für Industrie- und Fahrzeugantriebstechnik
Prof. Dr.-Ing. Manuel Oehler
IC 1 / 63
Universitätsstr. 150
44801 Bochum
Copyright © LIFA 2024
Letzte Änderung: 05. Mär. 2024


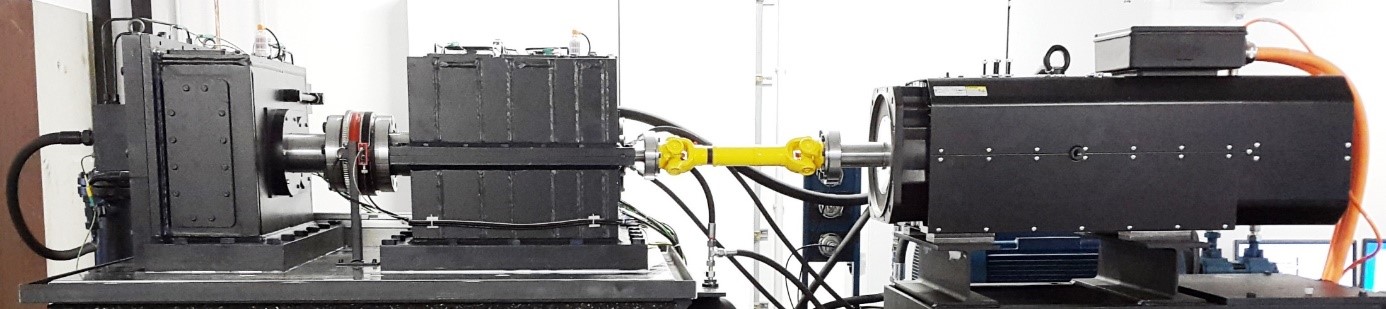






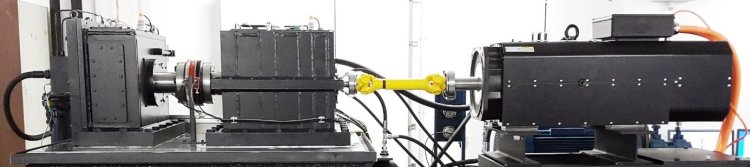
 und der Prüfstand (rechts)")











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}